
sales06@switek.biz

+86 186 5927 5869

Subscribe to Us

Project Details
| # | Name | Value |
|---|---|---|
| 1 | Product Name | IMLCups |
| 2 | Material | PP |
| 3 | Mould Cavities | 8 |
| 4 | Cycle Time | 7.5 |
| 5 | IML Robot | SW833-19 |
| 6 | IMM | 350 Ton |

| # | Name | Value |
|---|---|---|
| 1 | In Mould Time | 0.8~3 s |
| 2 | Dry Cycle Time | 2 s |
| 3 | Power | 6.2 (KVA) |
| 4 | Input Power | AC220V/3P |
| 5 | Working Pressure | 5~7 |
| 6 | Air Consumption | 10(NL/Cycle) |
| 7 | Net Weight | 900 kg |
| 8 | Gross Weight | 1500 kg |
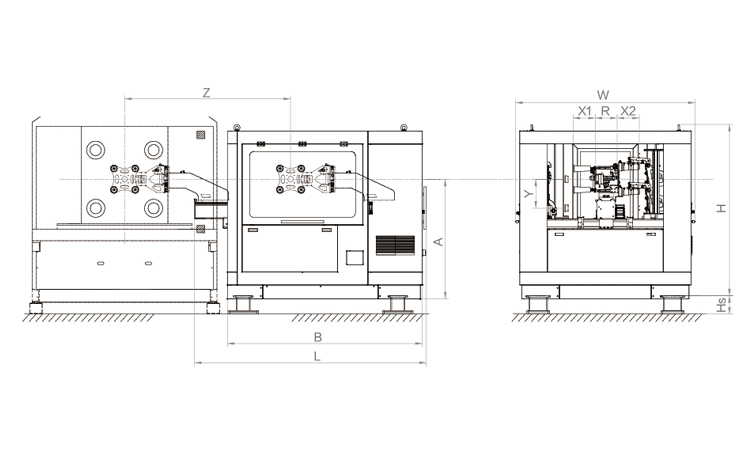
| # | Name | Value |
|---|---|---|
| 1 | X1 | 190 mm |
| 2 | X2 | 190 mm |
| 3 | Y | 400 mm |
| 4 | Z | 2100 mm |
| 5 | L | 2730 mm |
| 6 | W | 2410 mm |
| 7 | A | 1280 mm |
| 8 | B | 2260 mm |
| 9 | H | 1720 mm |
IML Video
For Thin Wall Container IML Production, Will YIZUME P250E or P250K3 a Better Choice for Your Project?
As for which injection molding machine is a better choice for your IML project, it'll depends on your budget and requirement about the parts. As we know both P250E and P280K3 are excellent high speed injection molding machine designed for the injection production of thin wall containers with high injection speed for the fast injection of thin wall containers. They're no dobt excellent injection molding machine for your IML project. But, how to make a decision between?
Both P250E and P250K3 has similar injection speed (300/500 mm/s optional for P250E and 320mm/s for P250K3) but P250E is an all electric injection molding machine while P250K3 is a high speed hydraulic injection molding machine. Of course an all electric injection molding machine is a better choice for food container IML production, but, the cost of it would be much higher than P250K3. So, if your budget is sufficient, P250E, if not, P250K3 would be the right one for you.
The IML robot for YIZUMI P250K3/P250E would be SWITEK IML Robot SW833. In K2019 SWITEK IML robot SW833 work with P250E in demo of 4 cavities cups at the cycle time of 2.1s, this combination is one of the best IML solution for small size containers IML production.






