
sales06@switek.biz

+86 186 5927 5869

Subscript to Us
sales06@switek.biz
+86 186 5927 5869
Subscript to Us
Keywords:Panasonic A6 Servo Motor, Panasonic A6 Servo Motor Driver, Panasonic A6 Servo Motor setting instruction
It's important to have a correct connector to have the Panasonic A6 series of motor properly wired. Here in this chapter we'll discuss how to select the correct connectors for different motors in different wiring conditions.
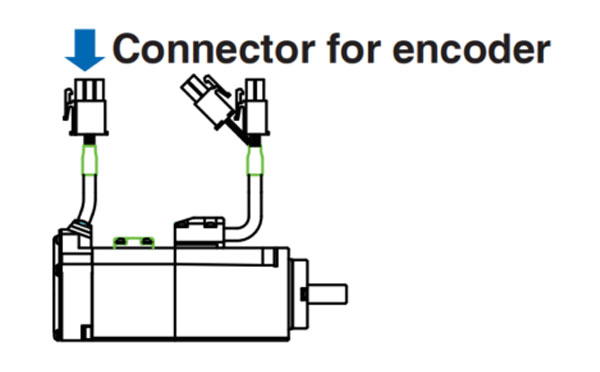
• When the motors of <MSMF, MQMF, MHMF> are used, they are connected as shown belwo.
Connector: Made by Tyco Electronics k.k, (The figures below show connectors for the motor)
| 3 | 2 | 1 |
| 6 | 5 | 4 |
| 9 | 8 | 7 |
172169-1
*When use absolute encoder (multi-turn data is not used). do not connecdt to 1-pin and 2-pin.
| PIN NO. | Application |
|---|---|
| 1* | BAT+ |
| 2* | BAT- |
| 3 | FG (SHIELD) |
| 4 | PS |
| 5 | PS |
| 6 | NC |
| 7 | E5V |
| 8 | E0V |
| 9 | NC |
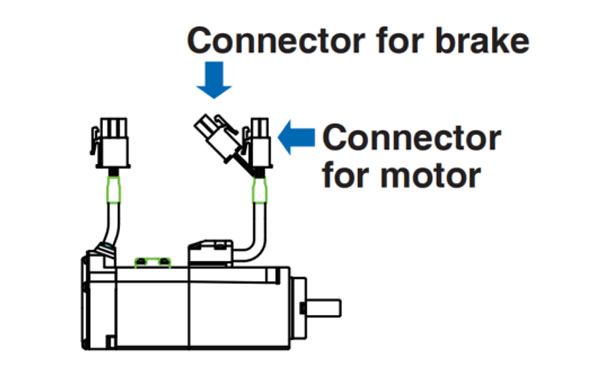
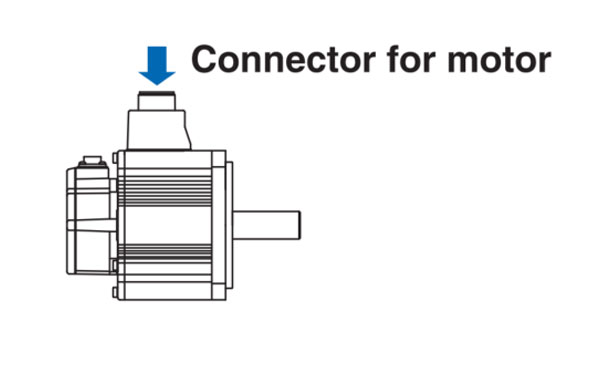
Connecor for motor
| 2 | 1 |
| 4 | 3 |
172167-1
| PIN No. | Application |
|---|---|
| 1 | U-phase |
| 2 | V-phase |
| 3 | W-phase |
| 4 | Ground |
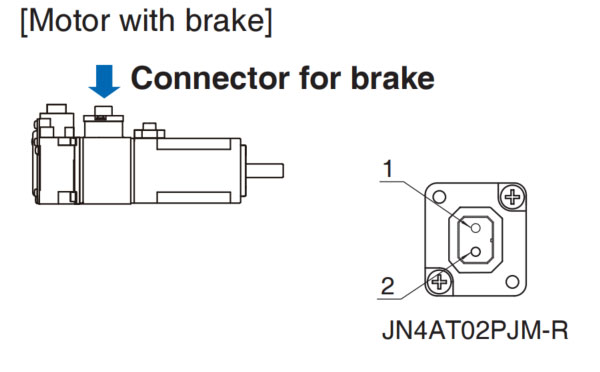
Connector for brake
| 1 |
| 2 |
172165-1
| PIN No. | Application |
|---|---|
| 1 | Break |
| 2 | Breake |
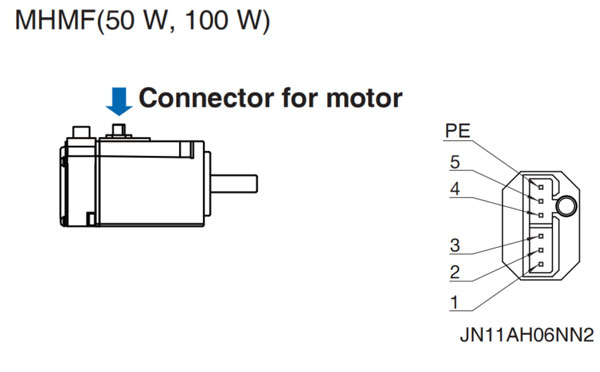
• When the motors of <MSMF, MQMF, MHMF (50W to 1.0kW)> are used, they are connected as shown below.
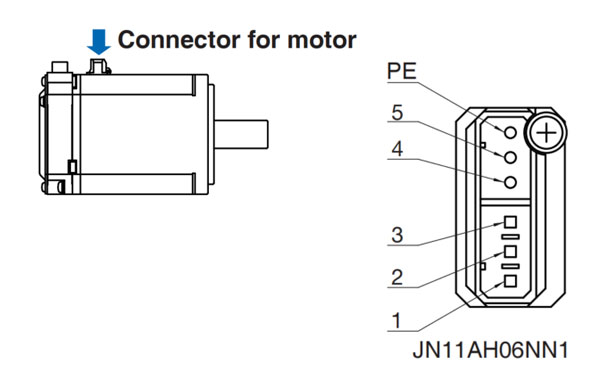
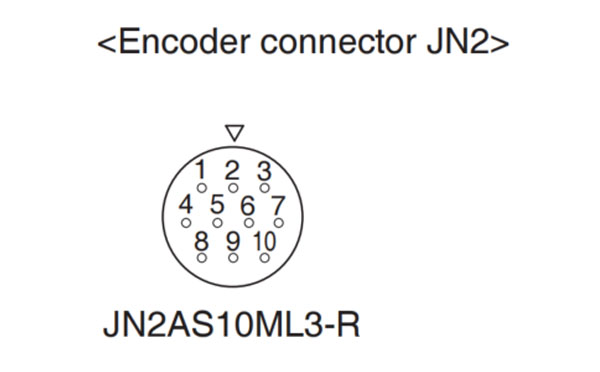
Connector:Made by Japan Aviation Electronics Industry, Ltd. (The figures below show connectors for the motor.)
*Do not remove the gasker supplied with the junction cable connector. Securelly install the gasket in place. Otherwise, the degree of protection of IP67 will not be guaranteed.
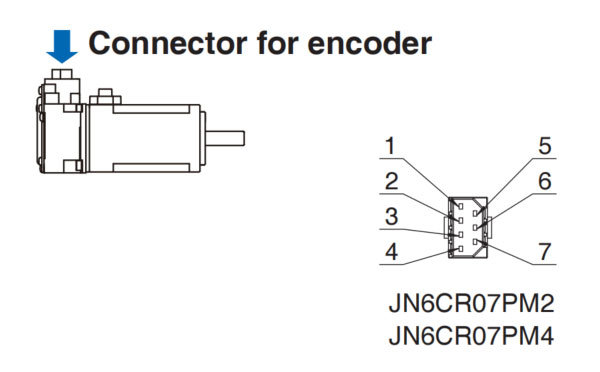
| PIN No. | Application |
|---|---|
| 1 | FG(SHIELD) |
| 2* | BAT- |
| 3 | E0V |
| 4 | PS |
| 5* | BAT+ |
| 6 | E5V |
| 7 | PS |
*When use absolute encoder (multi-turn data is not used), do not connect to 2-pin and 5-pin.
Tightening torque of the screw (M2) 0.19 N-m to 0.21 N-m
*Be sure to use ony the screw supplied with the connector, to avoid damage.
MSMF(50W to 1.0kW(☐80))
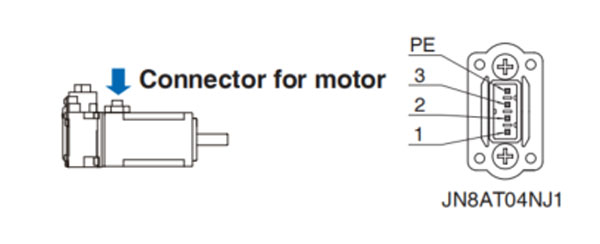
| PIN No. | Application |
|---|---|
| 1 | U-phase |
| 2 | V-phase |
| 3 | W-phase |
| PE | Ground |
Tightening torque of the screw (M2) 0.085 N-m to 0.095 N-m (screwed to plastic)
*Be sure to use only the screw supplied with the connector, to avoid damage.
| PIN No. | Application |
|---|---|
| 1 | Break |
| 2 | Break |
*Electromagnetic break is a nonpolar device. Tightening torque of the screw (M2) 0.19 N-m to 0.21 N-m
*Be sure to use only the screw supplied with the connector, to avoid damage.
Remarks → Do not connect anything to NC.
| PIN No. | Application |
|---|---|
| 1 | U-phase |
| 2 | V-phase |
| 3 | W-phase |
| 4 | NC |
| 5 | NC |
| PE | Ground |
Tightening torque of the screw (M2) 0.085 N-m to 0.095 N-m (screwed to plastic)
*Be sure to use only the screw supplied with the connector, to avoid damage.
| PIN No. | Application |
|---|---|
| 1 | U-phase |
| 2 | V-phase |
| 3 | W-phase |
| 4 | NC |
| 5 | NC |
| PE | Ground |
*Electromagnetic brake is a nonpolar device.
| PIN No. | Application |
|---|---|
| 1 | U-phase |
| 2 | V-phase |
| 3 | W-phase |
| 4 | NC |
| 5 | NC |
| PE | Ground |
Tightening torque of the screw (M2) 0.085 N-m to 0.095 N-m (screwed to plastic)
*Be sure to use only the screw supplied with the connector, to avoid damage.
| PIN No. | Application |
|---|---|
| 1 | U-phase |
| 2 | V-phase |
| 3 | W-phase |
| 4 | NC |
| 5 | NC |
| PE | Ground |
*Electromagnetic brake is a nonpolar device.
Remarks → Do not connect anything to NC.
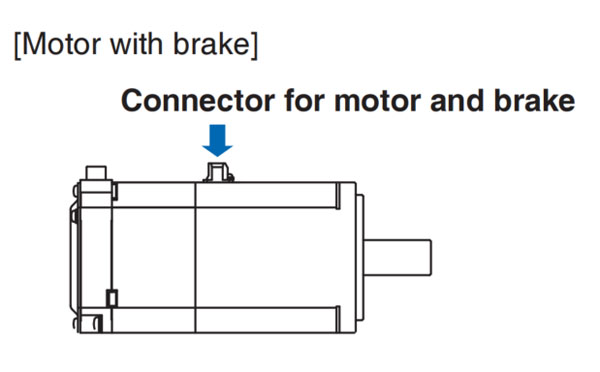
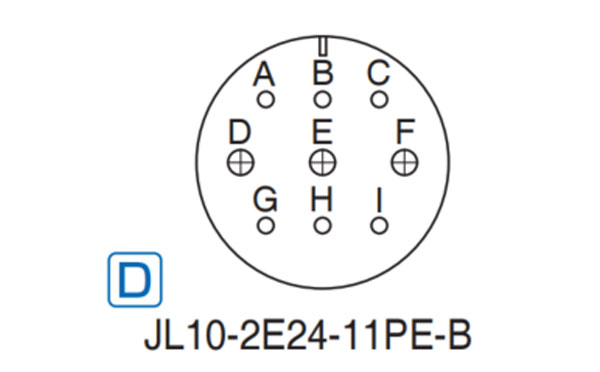
•When the motors of <MSME(1.0kW(☐100) to 5.0kW), MDMF, MGMF, MHMF(1.0kW(☐130) to 5.0kW)> are used, they are connected as shown below.
Connector: Made by Japan Aviation Electronics Industry, Ltd. (The figures below show connectors for the motor.)
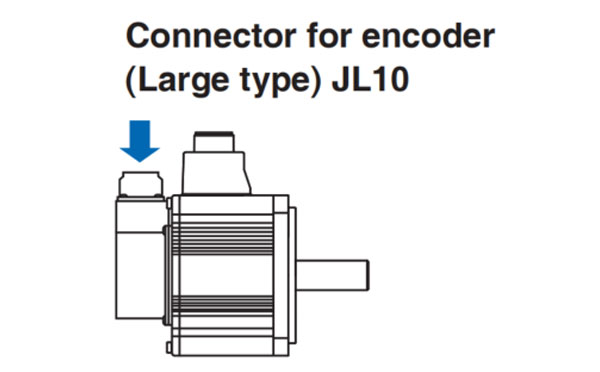
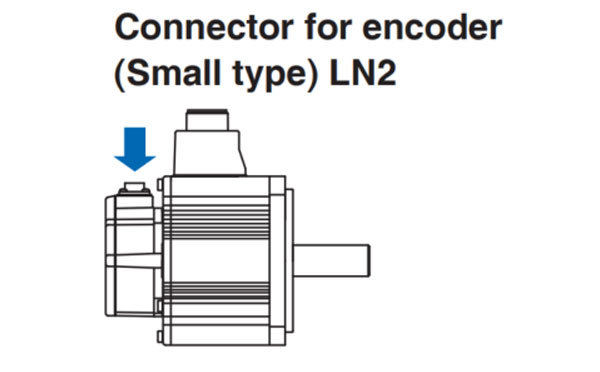
• Connector for encoder
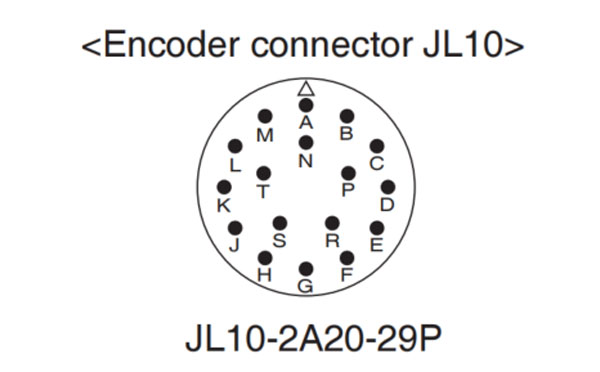
| PIN No. | Application |
|---|---|
| A | NC |
| B | NC |
| C | NC |
| D | NC |
| E | NC |
| F | NC |
| G | E0V |
| H | E5V |
| J | FG(SHIELD) |
| K | PS |
| L | PS |
| M | NC |
| N | NC |
| P | NC |
| R | NC |
| S* | BAT- |
| T* | BAT+ |
| PIN No. | Application |
|---|---|
| 1 | E0V |
| 2 | NC |
| 3 | PS |
| 4 | E5V |
| 5* | BAT- |
| 6* | BAT+ |
| 7 | PS |
| 8 | NC |
| 9 | FG(SHIELD) |
| 10 | NC |
*When use absolut encoder (multi-turn data is not used), do not connect to 5-pin andd 6-pin.
*When use absolut encoder (multi-turn data is not used), do not connecdt to S-pin and T-pin.
Table of Connector for motor and Connector for brake
| Motor model | Motor capacity | 200V | |
|---|---|---|---|
| with Brake | without Brake | ||
| MSMF | 1.0kW(☐100) to 2.0kW | A | C |
| 3.0kW to 5.0kW | B | D | |
| MDMF | 1.0 kW to 2.0kW | A | C |
| 3.0kW to 5.0kW | B | D | |
| Motor model | Motor capacity | 200 V | |
|---|---|---|---|
| with Brake | without Brake | ||
| MGMF | 850 W to 1.8 kW | A | C |
| 2.9 kW, 4.4 kW | B | D | |
| MHMF | 1.0 kW(☐130) to 1.5 kW | A | C |
| 2.0 kW to 5.0 kW | B | D | |
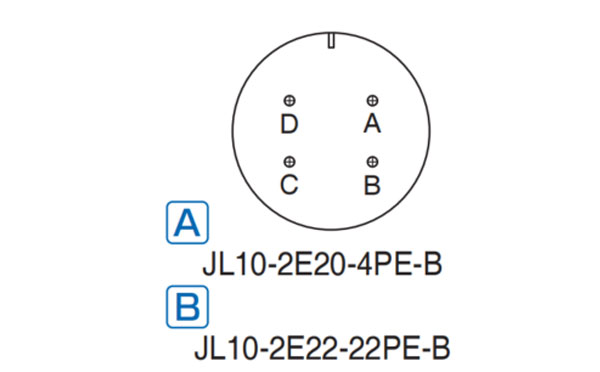
| PIN No. | Application |
|---|---|
| A | U-phase |
| B | V-phase |
| C | W-phase |
| D | Ground |
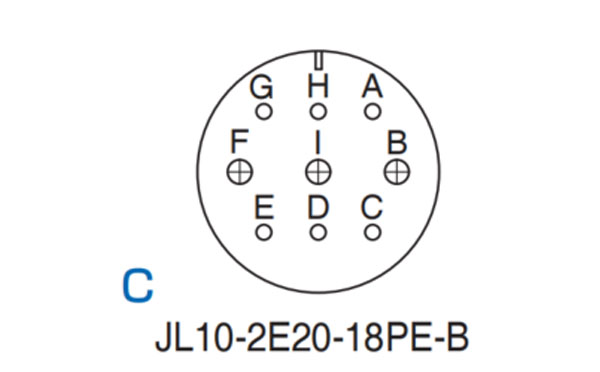
| PIN No. | Application |
|---|---|
| G | with Brake: Brake |
| without Brake: NC | |
| H | with Brake: Brake |
| without Brake: NC | |
| A | NC |
| F | U-phase |
| I | V-phase |
| B | W-phase |
| E | Ground |
| D | Ground |
| C | NC |
| PIN No. | Application |
|---|---|
| A | with Brake: Brake |
| without Brake: NC | |
| B | with Brake: Brake |
| without Brake: NC | |
| C | NC |
| D | U-phase |
| E | V-phase |
| F | W-phase |
| G | Ground |
| H | Ground |
| I | NC |
Remarks → Do not connect anything to NC.
•Follow the procedures below for the wiring connection to the Connector XA, XB, XC, and XD.
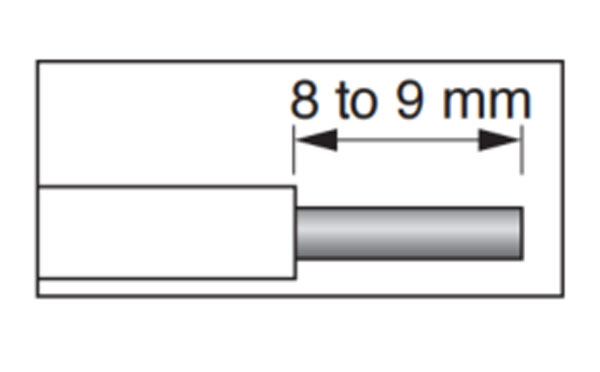
1.Peel off the insulation cover of the cable.
2.Insert the cable to the connector in the following 2 methods.
| (a) Using handle lever | (b) Using screw driver |
|---|---|
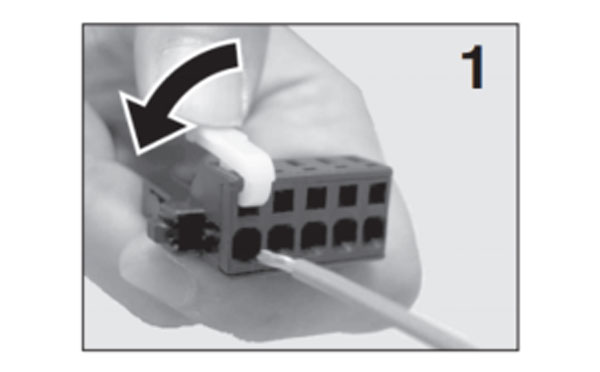 Attach the handle lever to the handling slot on the upper portion. Press down the lever to push down the spring. 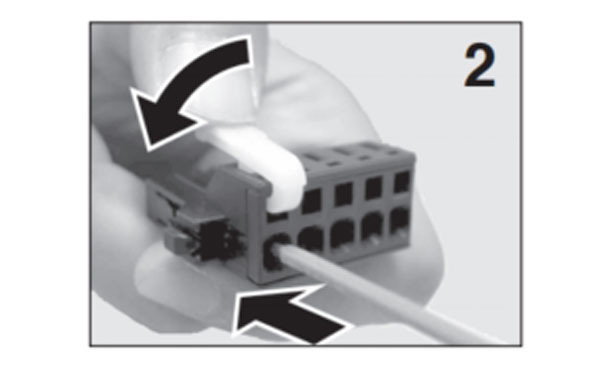 Insert the peeled cable while pressing down the lever, until it hits the insertion slot (round hole). 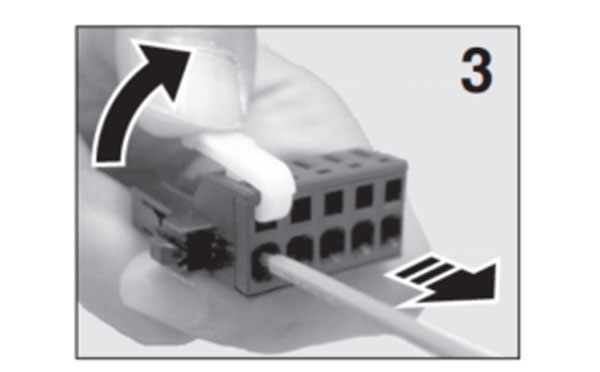 Release the lever. | 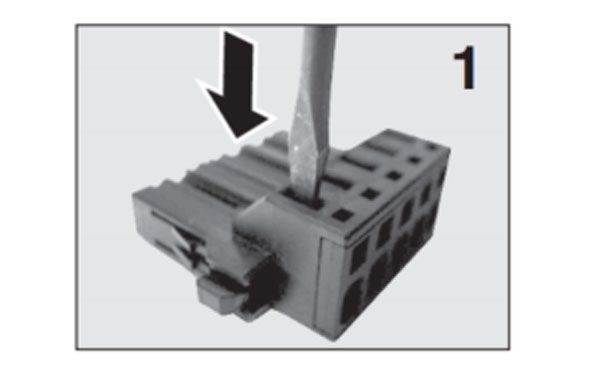 Press the screw driver to the handling slot on the upper portion to push down the spring. 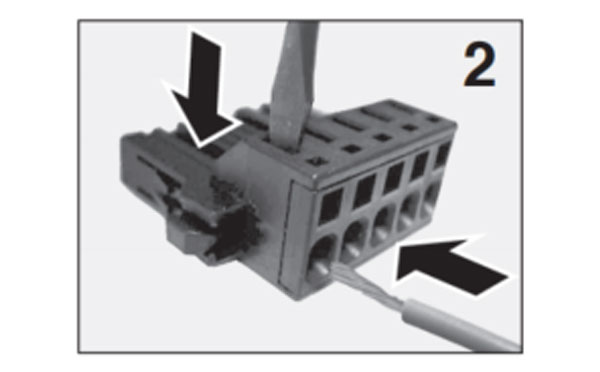 Insert the peeled cable while pressing down the screw driver, until it hits the insertion slot (round hole). 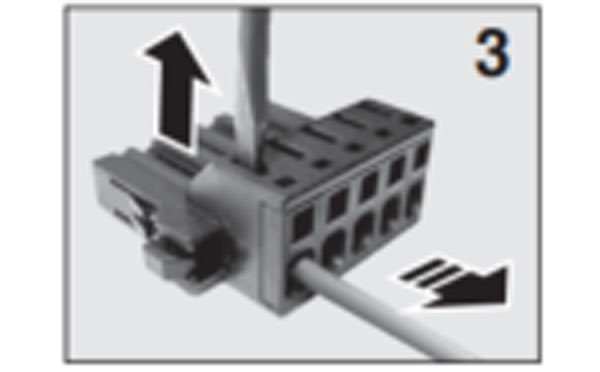 Released the screw driver. |
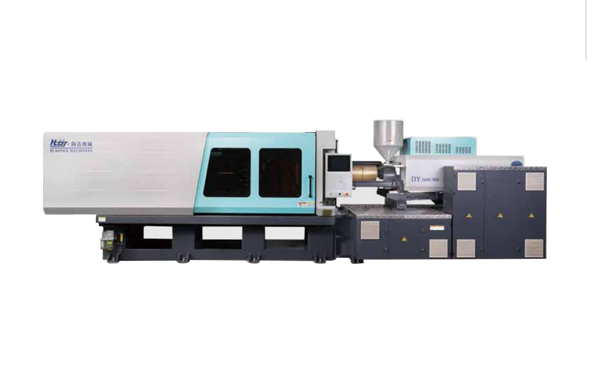
HD130LDY -- HaiDa Hybrid Injection Molding Machine
| No. | Name | Value |
|---|---|---|
| 1 | Clamping Force | 1300 kN |
| 2 | Shot Weight | 147 g |
| 3 | Shot Speed | 200 mm/s |
| 4 | Screw Diameter | 36 mm |
| 5 | Opening Stroke | 380 mm |
| 6 | Space Between Tie Bars | 420 x 420 mm |
| 7 | Mold Thickness (Min) | 150 mm |
| 8 | Mold Thickness (Max) | 450 mm |
| 9 | Pumper Motor | 49 kW |
| 10 | Heating Capacity | 7.5 kW |
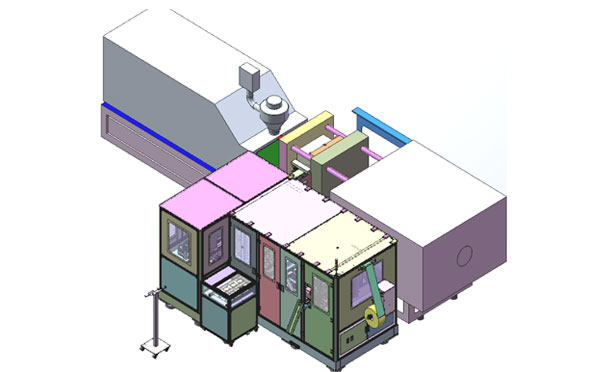
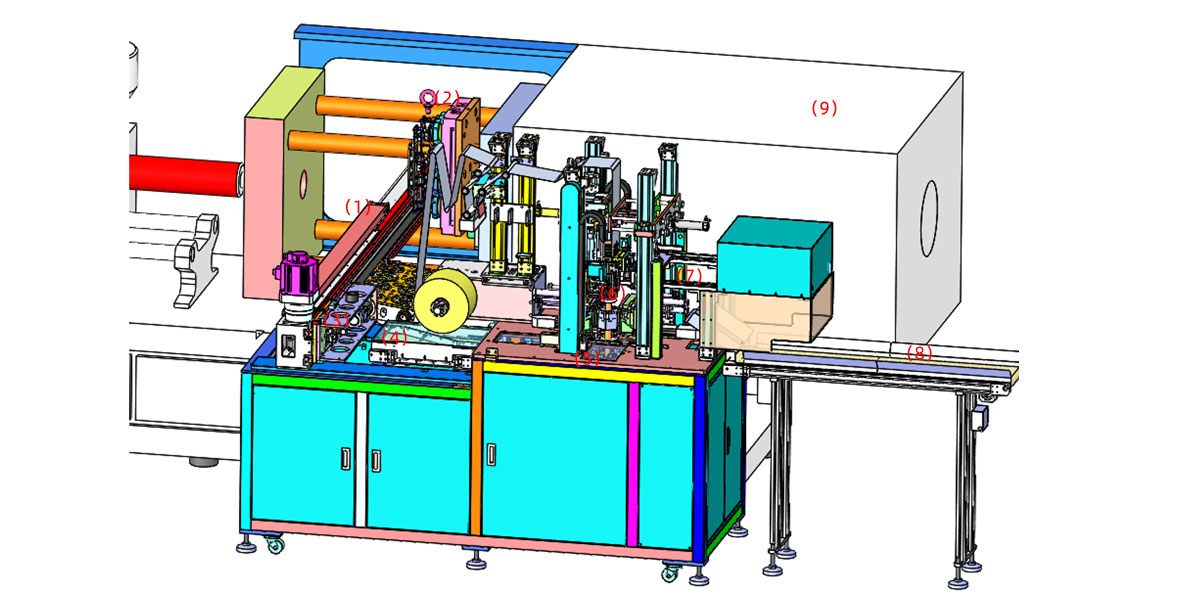
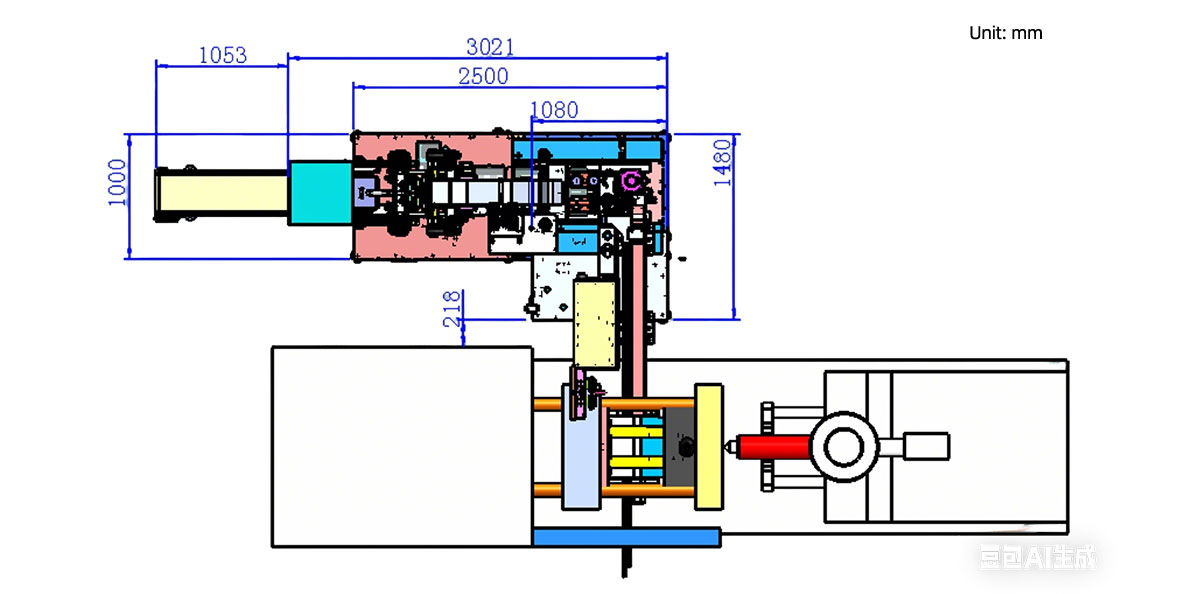
The SWITEK side entry petri dish packing system is a custom made automation system for the stable production of laboratory consumable plastic petri dish with the picking robot, the petri dish assembly, stacking, packing unit etc. integrated as auniformed system for the efficient and stable production of the petri dish. The system can be custome made for a petri dish mold layout design of 2+2, 4+4, 6+6, 8+8 etc.
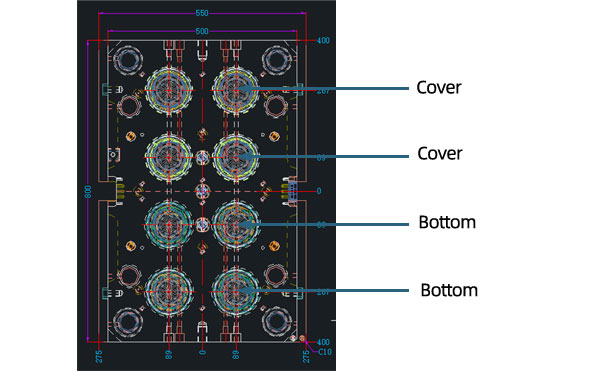
Mold Layout Deisgn
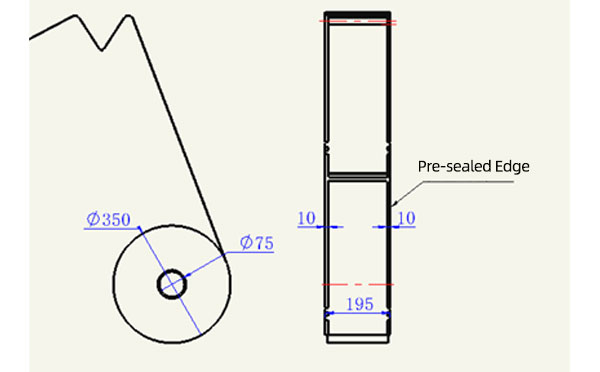
Sleeve Size for Package with Vacuum Request
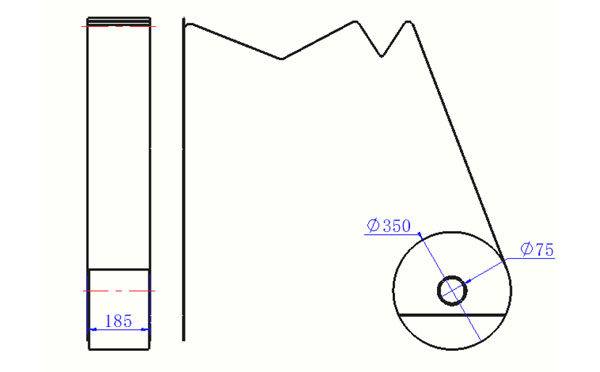
Sleeve Size for Package without Vacuum Request
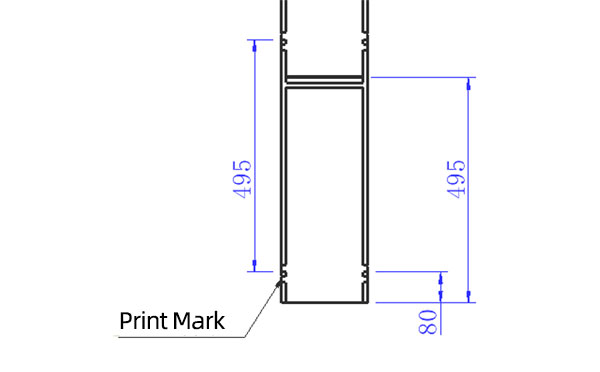
Sleeve (With Mark) Size for Package with Vacuum Request
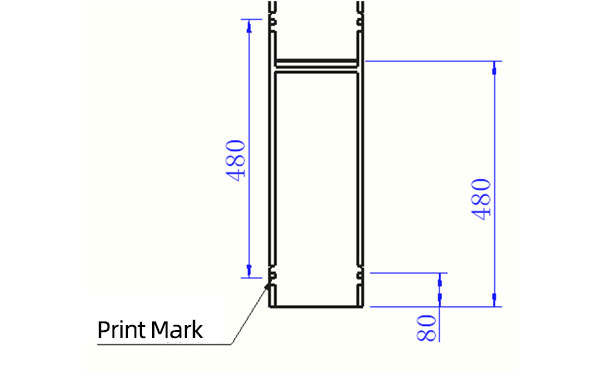
Sleeve (With Mark) Size for Package without Vacuum Request
I think you'll have an overall understanding about the SWITEK top/side entry petri dish packing system. If you still have any other question about it or need any help in your petri dish production project, please feel free to contact SWITEK laboratory consumable plastic parts injection molding solutions team for more information.
HuangYanZheng©Copy Right


